DESCRIPTION: Innovative Heat Treatment – PINTO STUD WELDER is lightweight, portable and powerful
system designed for a variety of fastening applications.
10GA and 12GA stud capacity and 120Volt, 60Hz power supply.
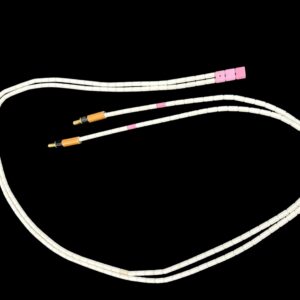
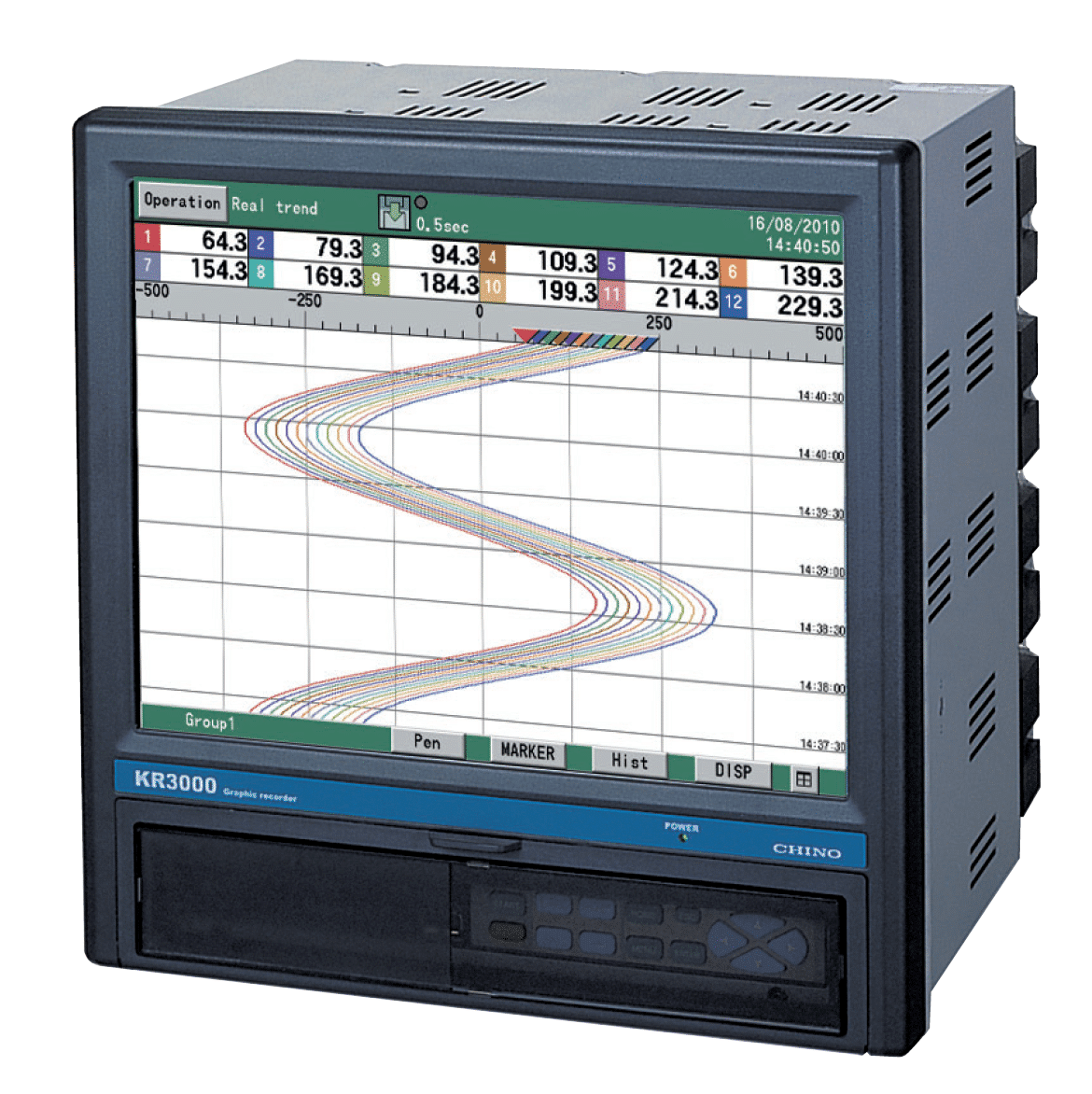
DESCRIPTION: Temperature measurement is the most important aspect within a heat treatment process.
It is subject of rigorous scrutiny in terms of quality assurance disciplines. In addition,
associated items such as the Thermocouple attachment system Conformance of the
thermocouple wire Compensating leads are also important.
Reliability and accuracy of the temperature recording instrumentation is paramount within a site environment.
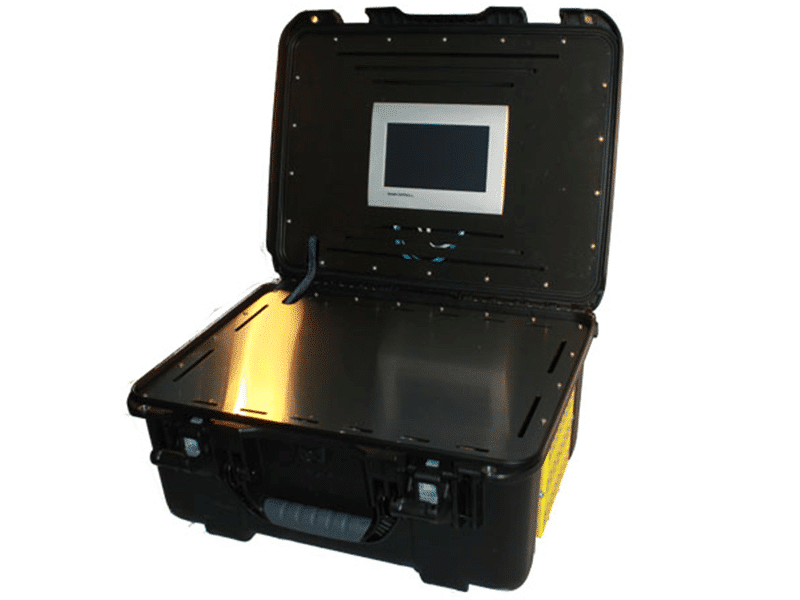
It is essential Heat treatment operations sites or workshops use equipment that is Convenient and Robust.
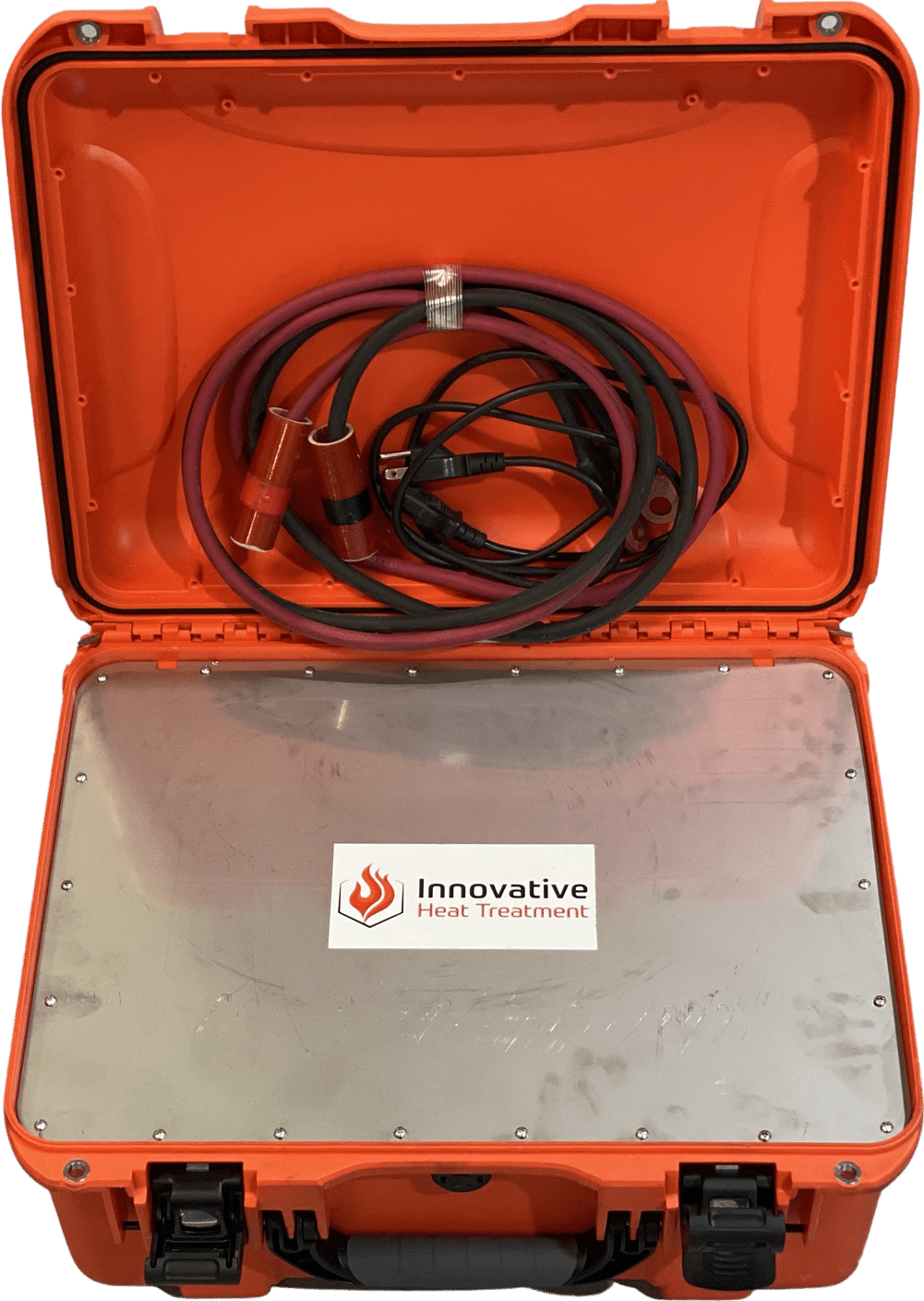
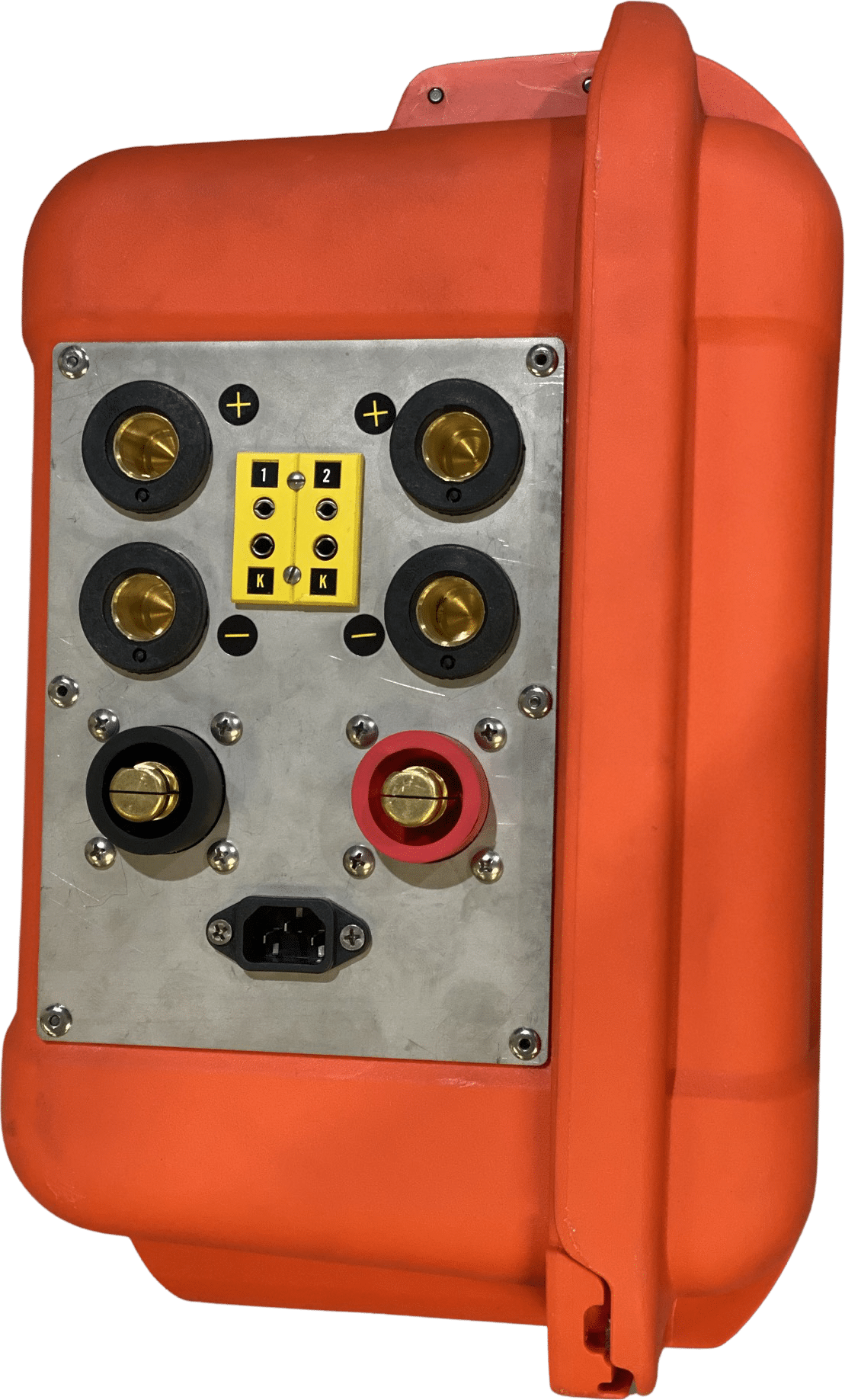
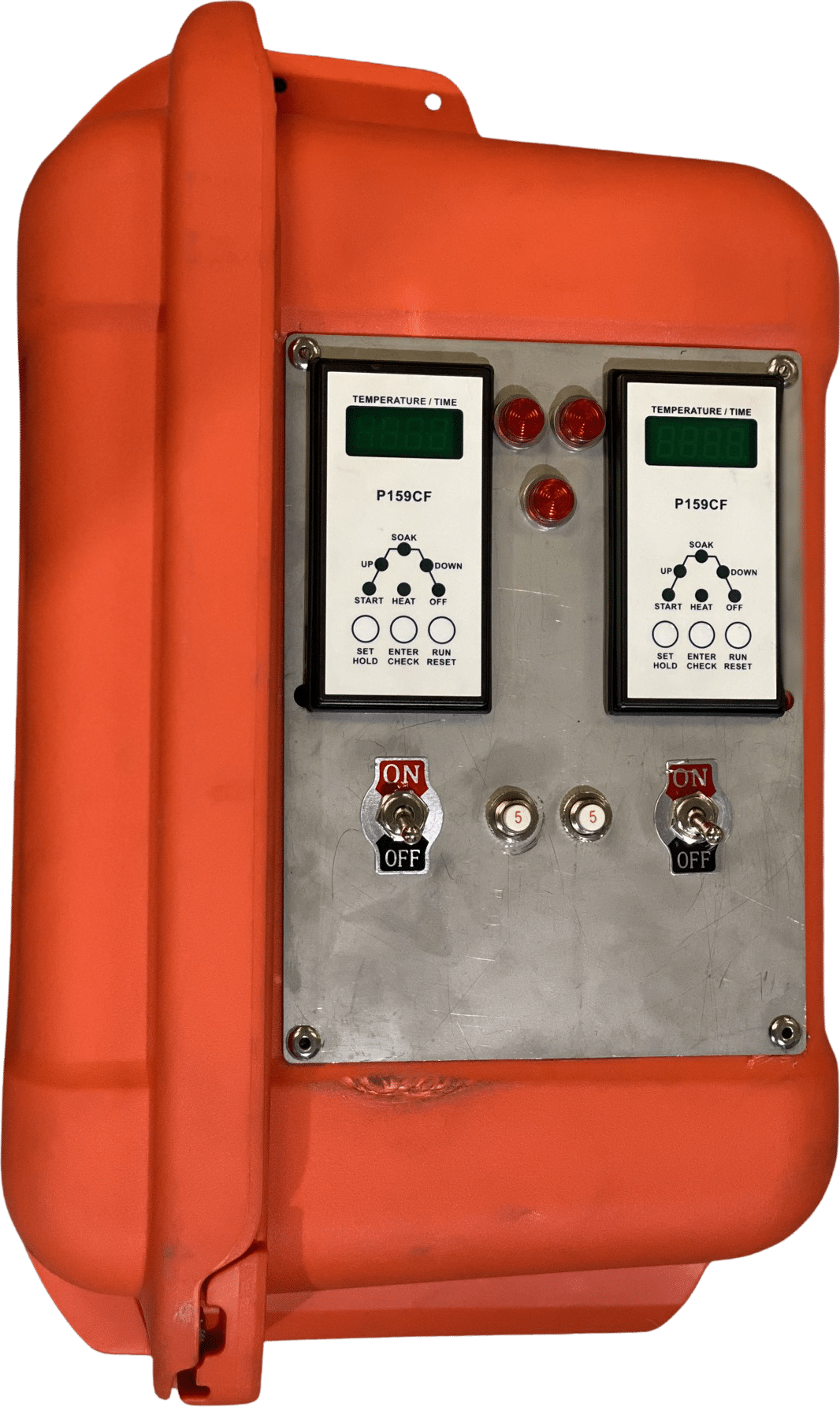
HEAT TREATMENT EQUIPMENT RENTAL: HEAT TREATMENT RECORDER AND CONTROLLER
Catalog #: 90004
DESCRIPTION: Innovative Heat Treatment – HEAT VIEW has been designed to maximize recording
performance AND also offer programmers and controllers.
The HEAT VIEW provides accurate control of pre-heat and Post weld Heat Treatment applications.
The HEAT VIEW channels and controls the current from your sixway console via heavy duty contactors
that are regulated by unique mini programmers.
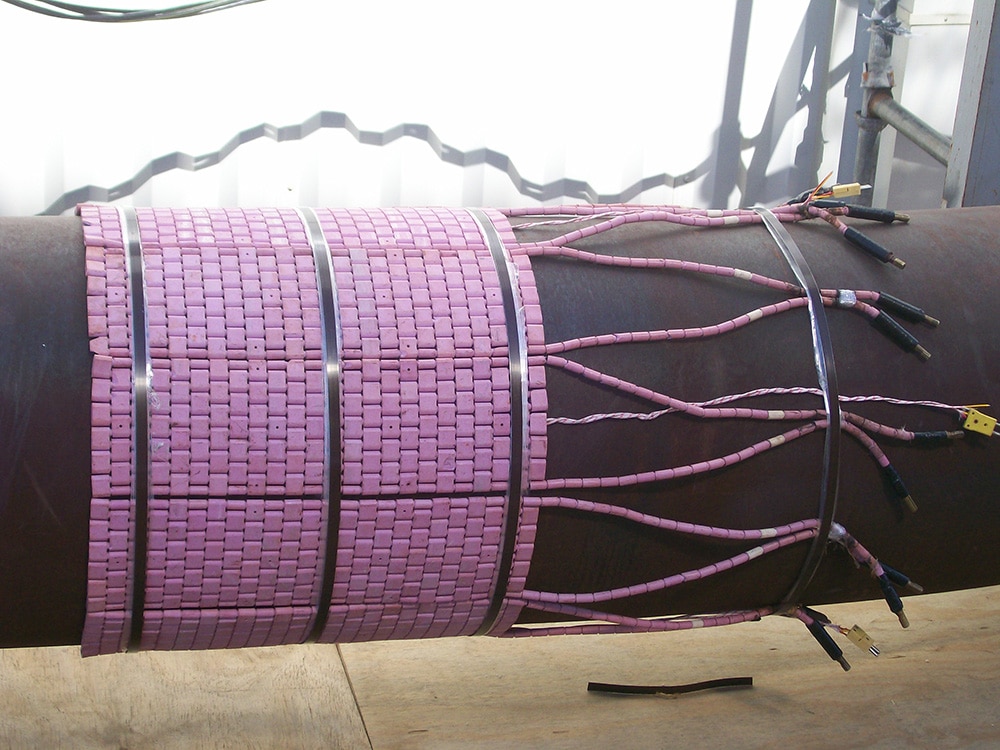
Preheating is defined as the application of heat to a base metal prior to welding and the desired temperature maintained throughout welding till the weld joint is complete. Preheating the weld joint and surrounding area serves a dual purpose: to reduce the amount of moisture in the base metal prior to welding, and to slow the cooling rate of a finished weld and base metal. This is accomplished by heating the base material to a temperature typically between 200 – 600 deg F depending upon the type of material and thickness, which is determined by the applicable welding code.
Sudden heating and cooling of a weld causes stresses in the neighboring area between the weld and base material (called the Heat Affected Zone or HAZ). The microstructure and properties in the HAZ region change so that they differ to that of the weld and the base material. These changes can be detrimental depending on the material, and potentially cause hydrogen induced cracking, higher or lower strength, reduced corrosion resistance or lower toughness. Typically, if a failure is going to occur, it will be in the HAZ.
Hydrogen induced cracking can be slow to take effect, and visible cracks may appear hours or days after the weld has been completed, which may result in costly repairs and downtime. Hydrogen easily migrates and tends to diffuse out of the weld zone and park along discontinuities that are present in the microstructure. Once enough hydrogen starts to group up it can cause stresses in the microstructure that lead to cracking.
The welding process, filler metal, and moisture in the base material are the main contributors to hydrogen being present in the weld. Using low-hydrogen filler metals and proper preheat methods will help minimize available hydrogen. Induction and resistance heating methods provide the most consistent heating control and will ensure that the interpass heating is maintained throughout the duration of the weld. These methods also
TWO MAIN TYPES OF HEAT TREATMENT
1. PRE
- HEAT TREATING
Preheat is a term associated with the application of heat to metal component prior to and during welding
There are a number of reasons that preheat may be required, including reduction of residual stresses after teh component has been welded.
Minimising absorption of Hydrogen into the weld during welding.
Preheat temperatures are generally relatively low, ranging typically from 50 C up to 250 C.
2. POST WELD HEAT TREATMENT
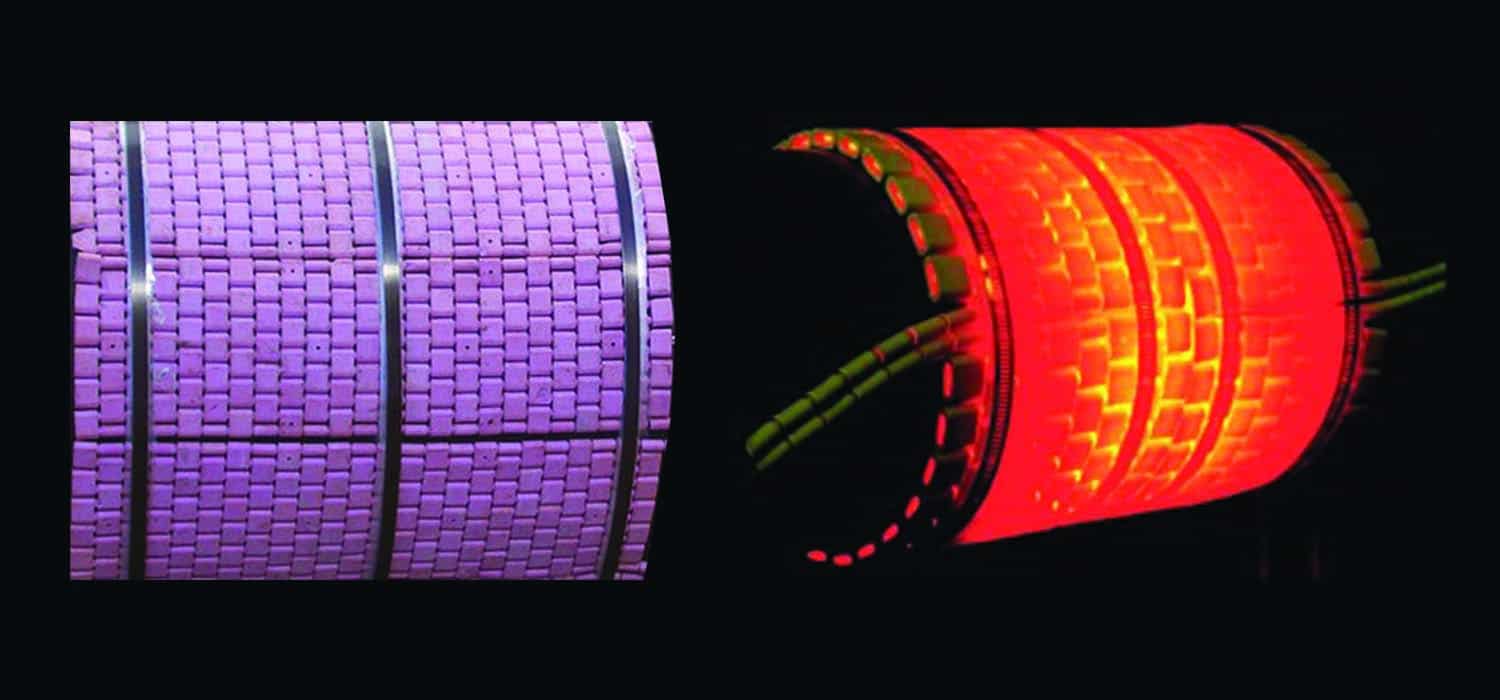
POST Weld Heat Treatment (PWHT) is a term used to describe the heating of an entire weld to a high temperature enough to reduce the residual stresses within the weld. PWHT temperatures are typically in the range of 600 C to 700 C.
There are a a variety of application methods for heat to weld geometrics in order to achieve the desired temperature, ranging from locally applied electrical heaters, to larger gas fired furnances.
This method used is ususally determined by the fabrication geometry, size, access restrictions and site constraints



















")